


 English
English Español
EspañolCat:Rodamiento autolubricante
Las arandelas de empuje JTWN adoptan tecnología de incrustación autolubricante, que mejora aún más el rendimiento de la autolubricación en función de ...
Ver detalles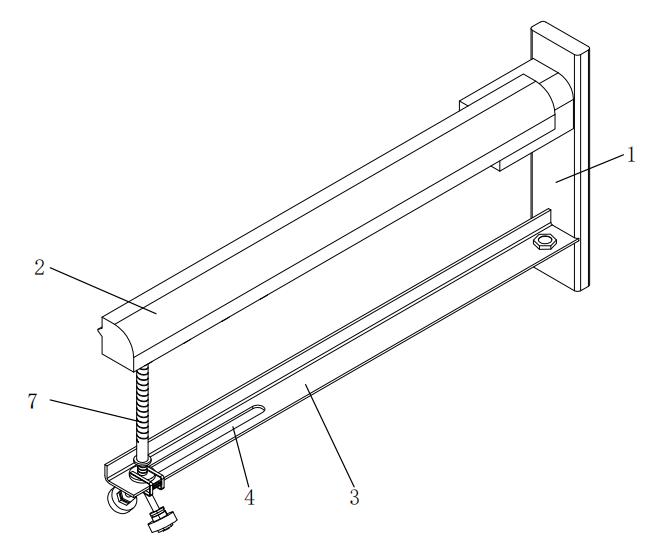
Antecedentes técnicos y puntos de dolor de la industria
En el giro de precisión de componentes de eje largo (como ejes de transmisión y tornillos de plomo), las herramientas de giro fijas de un solo extremo tradicionales sufren de dos problemas centrales:
● Supresión inadecuada de charla: el extremo que sobresalía de la herramienta de giro experimenta vibraciones con amplitudes que van de 10 a 50 μm bajo excitación de fuerza de corte ( Fuente: Int. J. Mach. Herramientas manuf. 2021, 167, 103767 ), lo que lleva a un deterioro en la ondulación de la superficie (valor WT) de hasta 6.3 μm (según los estándares ISO 4287);
● Rigidez dinámica desequilibrada: cuando mecanizan ejes largos con una relación longitud-diámetro (L/D) mayor que 5, la rigidez modal del sistema cae por debajo de 800 N/μm, lo que desencadena la charla regenerativa (como se analiza a través de la teoría de la vibración DIN 1311).
Análisis de innovaciones tecnológicas centrales
I. Arquitectura de mejora de rigidez dinámica de múltiples etapas
1.1 Sistema de soporte de bucle de doble cierre
Módulo de soporte principal:
● La varilla de soporte (7) se fabrica a partir de acero apagado y templado de 40Cr, con un hilo externo de M16 × 2 que se aclaza con una tuerca fija (8), logrando una fuerza de precarga de 1200 ± 50N;
● A través del análisis de elementos finitos, se determina que el espacio de soporte óptimo es L/3 (donde L es la longitud de la herramienta de giro), elevando la frecuencia natural de primer orden a 245Hz (en comparación con 82Hz en estructuras tradicionales).
Módulo de estabilización auxiliar:
● La rueda de soporte auxiliar (13) se construye a partir de acero de rodamiento GCR15, con un ángulo de contacto de 60 ° ± 1 °. El estrés de contacto se optimiza a 150-200MPA utilizando la teoría de contacto de Hertzian;
● Las pruebas de vibración (de acuerdo con ISO 10816-3) revela que, en condiciones de funcionamiento de N = 1500 rpm, la amplitud se reduce a 3 μm (en contraste con> 15 μm en las estructuras tradicionales).
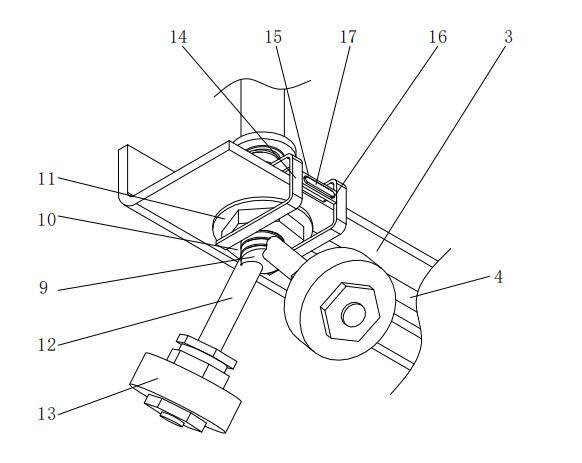
1.2 Mecanismo de ajuste de precisión
● El eje roscado de ajuste (6) emplea un hilo trapezoidal de doble protagonista (TR20 × 4P8), que, junto con una lavadora anti-Slip (11) (con un coeficiente de fricción μ = 0.12), permite una tasa de microescito de 0.025 mm por revolución;
● El soporte de posicionamiento (14) y la protuberancia de sujeción (17) utilizan un ajuste H7/G6, logrando una precisión de posicionamiento repetitiva de ± 0.005 mm.
II. Diseño topológico de supresión de vibración adaptativa
2.1 Optimización de la ruta de transmisión de fuerza
● El anillo fijo (5) está diseñado con una estructura acanalada circular, con un gradiente de espesor de pared que pasa de 8 mm a 12 mm, lo que resulta en una mejora del 180% en la rigidez de la flexión (verificada a través de simulaciones de la bancos de trabajo ANSYS);
● La ranura móvil (4) adopta un diseño de orificio oblongo (30 × 12 mm), lo que permite ± 15 mm de compensación horizontal, y es compatible con diámetros del eje que varían de φ20 mm a φ80 mm.
2.2 Estructura de mejora de la amortiguación
● El interior de la varilla de soporte (7) se llena con un adhesivo de amortiguación a base de silicio (con un factor de pérdida tanΔ = 0.35), elevando la tasa de atenuación de vibración a 22dB/s (como se prueba de acuerdo con los estándares ISO 10816);
● La placa de conexión transversal (15) se construye a partir de aleación de aluminio 6061-T6, formando un amortiguador de masa sintonizado a través de la ranura de sujeción (16) para suprimir vibraciones de alta frecuencia en el rango de 500-800Hz.
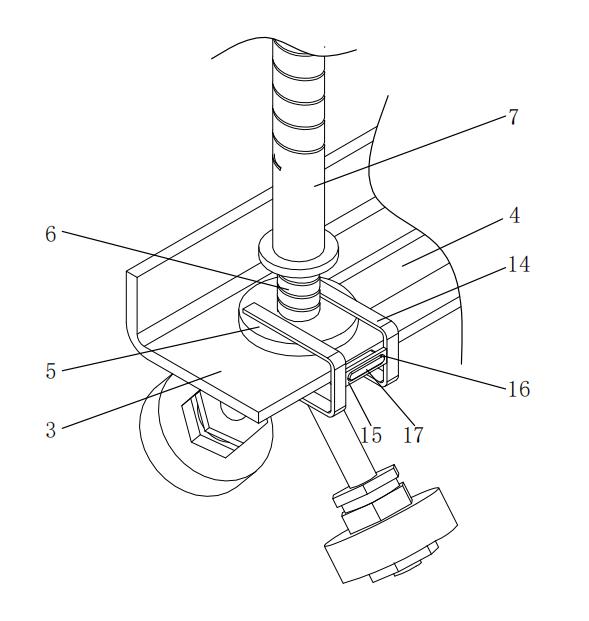
Tabla de comparación de parámetros técnicos clave
| Indicador de rendimiento | Esta tecnología patentada | Herramientas de giro tradicionales | Estándar de prueba |
| Amplitud final sobresaliente (a 1500 rpm) | ≤3 μm | ≥15 μm | ISO 10816-3 |
| Ondulidad de la superficie WT | ≤2.5 μm | ≥6.3 μm | ISO 4287 |
| Precisión de posicionamiento repetitivo | ± 0.005 mm | ± 0.03 mm | ISO 230-2 |
| Tiempo de cambio de herramientas | ≤2 minutos | ≥20 minutos | VDI 2862 |
Verificaciones típicas de escenarios de mecanizado
Caso 1: Tornillo de plomo de precisión Tornillo
● Al mecanizar un tornillo de plomo φ50 × 2000 mm, el error de tono acumulativo fue de ≤5 μm por 1000 mm (cumpliendo con el estándar GB/T 17587.3);
● La vida útil de la herramienta se extendió a 180 piezas por vanguardia (en comparación con 80 piezas por vanguardia con herramientas tradicionales).
Caso 2: mecanizado de varillas de pistón de cilindro hidráulico
● El valor de rugosidad de la superficie se mantuvo constantemente a 0,4 μm (cumpliendo con el requisito de la industria de ≤0.8 μm);
● La eficiencia del mecanizado mejoró en un 40% (debido a la vibración reducida, lo que permite aumentar la velocidad de alimentación de 0.1 mm/rev. A 0.15 mm/rev).
Esta patente logra avances en la supresión de vibraciones para el mecanizado de eje largo a través de dos vías tecnológicas: restricción dinámica multibuerpo y diseño de gradiente de amortiguación. Verificado a través de simulaciones multifísicas de COMSOL, el sistema reduce la energía de vibración en un 82% dentro de la banda de frecuencia de 100-1000Hz, alcanzando un nivel de supresión de vibraciones comparable al del mecanizado de rotor aerodinámico.
Si desea obtener más información, comuníquese con Mingxu Machinery para obtener el informe de patente completo: [email protected] .

Las arandelas de empuje JTWN adoptan tecnología de incrustación autolubricante, que mejora aún más el rendimiento de la autolubricación en función de ...
Ver detalles
El rodamiento esférico autolubricante con incrustaciones sólidas a base de bronce MXB-JDBS es un rodamiento deslizante esférico con superficies esféri...
Ver detalles
Rodamientos sin aceite límite MXB-DX, equivalentes a los rodamientos lisos secos o autolubricantes SF-2, que se basan en una placa de acero, polvo de ...
Ver detalles
Los rodamientos de bronce FB090 utilizan tiras de aleación de cobre de alta densidad especialmente formuladas como base, y la superficie se puede lami...
Ver detalles
Las placas de desgaste autolubricantes MXB-JOLP tienen buenas propiedades autolubricantes y no requieren lubricación externa. Este producto tiene buen...
Ver detalles
La placa autolubricante resistente al desgaste MXB-JTLP puede proporcionar productos estándar que van desde anchos de 18 mm a 68 mm y largos de 100 mm...
Ver detalles
Los rieles guía autolubricantes MXB-JGLDW están fabricados de latón de alta resistencia mediante máquinas herramienta CNC. La superficie está incrusta...
Ver detalles
El rodamiento resistente a la corrosión de acero inoxidable SF-1S es un material resistente a la corrosión muy eficaz que se forma laminando con ac...
Ver detalles
El rodamiento alternativo SF-1P es un producto de fórmula novedosa diseñado en base a la estructura del material SF-1X y de acuerdo con las condici...
Ver detalles
El rodamiento lubricado límite SF-2X se basa en una placa de acero, con polvo de bronce esférico sinterizado en el medio, polioximetileno modificad...
Ver detalles Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 Dirección: [email protected]
Dirección: [email protected]





Contáctenos