


 English
English Español
EspañolCat:Rodamiento sin aceite
SF significa compuesto de tres capas, a saber, capa de placa de acero, capa de polvo de cobre y capa de plástico. La capa de placa de acero desempeña ...
Ver detalles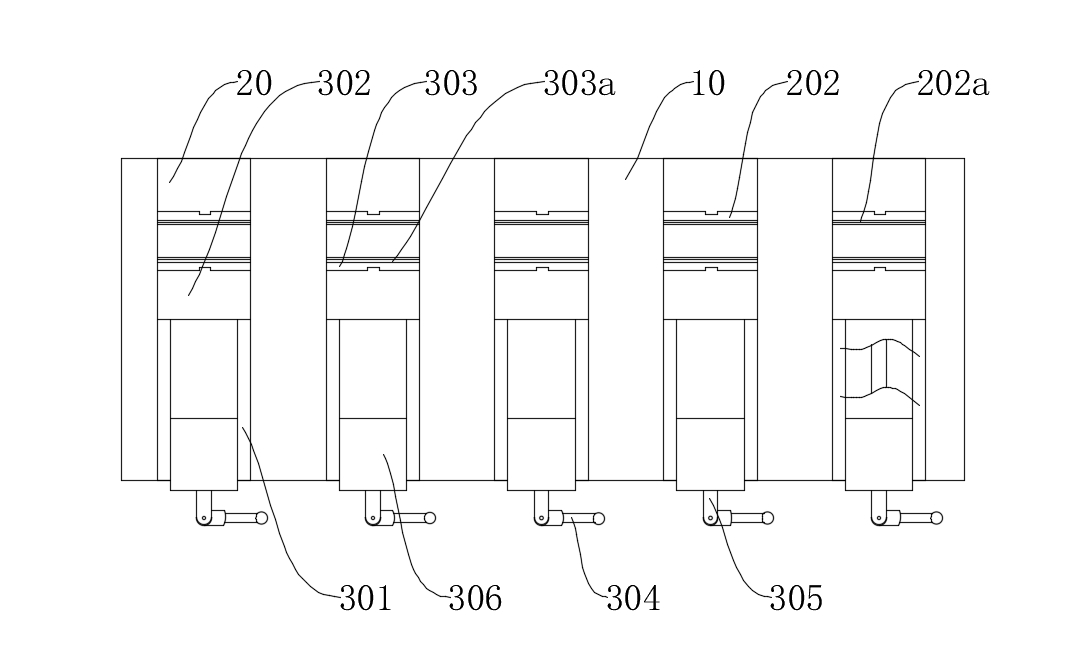
En el procesamiento por lotes de componentes de tipo skateboard (como rieles de guía y controles deslizantes de precisión), los sistemas de herramientas tradicionales enfrentan dos cuellos de botella principales:
● Precisión de posicionamiento repetitivo deficiente: errores acumulativos de múltiples operaciones de sujeción exceden 0.1 mm (en línea con la tolerancia a la clase ISO 2768-M), lo que afecta negativamente la perpendicularidad de las superficies de apareamiento (generalmente requerida es ≤0.05 mm por 100 mm);
● Cambio de herramientas ineficientes: el cambio entre accesorios dedicados lleva más de 45 minutos por instancia, lo que resulta en tasas de utilización del equipo por debajo del 60% ( Fuente: CIRP Annals 2022, 71 (1), pp. 333-336 ).
Análisis de innovaciones tecnológicas centrales
I. Diseño topológico para sujeción de asignación
1.1 Estructura de restricción de subsidio escalonado
Mecanismo de sujeción de doble paso:
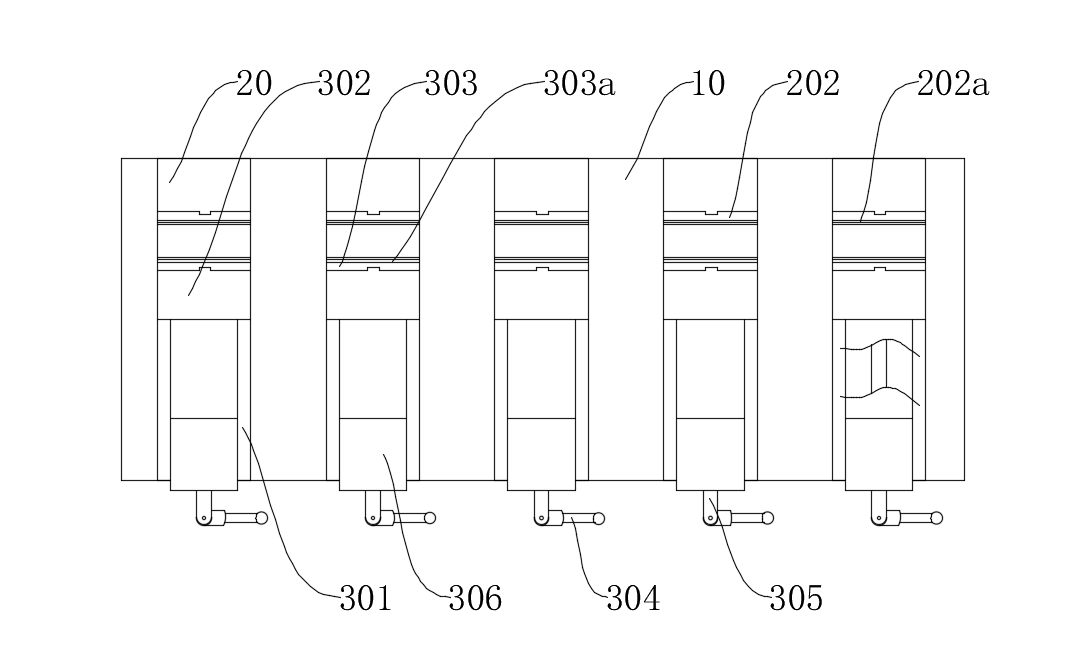
● El bloque fijo (20) y el bloque de sujeción (302) están respectivamente equipados con un primer y un segundo paso de sujeción (202a/303a). La altura de estos pasos coincide con el subsidio de mecanizado (con una tolerancia de ± 0.01 mm);
● Al optimizar el ángulo de inclinación del paso a 75 ° ± 1 ° a través del análisis de elementos finitos, el mecanismo logra una proporción de fuerza de corte de corte superior al 85% (en contraste con solo el 30% en los métodos de sujeción planos tradicionales).
Mejora en la precisión del mecanizado:
● El mecanizado lateral se completa en una sola operación de sujeción, con errores de precisión posicional ≤0.02 mm (cumplir con los estándares de grado GB/T 1184-K);
● El valor de rugosidad de la superficie se mantiene constantemente por debajo de 0.8 μm (como se prueba de acuerdo con los estándares ISO 4288).
II. Sistema de cambio de herramientas rápidas modulares
2.1 Arquitectura modular de complemento
Diseño de doble ranura:
● Las primeras/segunda ranuras de montaje (201/302a) utilizan un ajuste H7/G6, que, en combinación con las claves de posicionamiento, logra una precisión de posicionamiento repetitiva de ± 0.005 mm;
● El tiempo de reemplazo del módulo es de ≤3 minutos por pieza (según los datos de medición reales), lo que respalda el cambio de piezas de trabajo con espesores que varían de 5 mm a 50 mm.
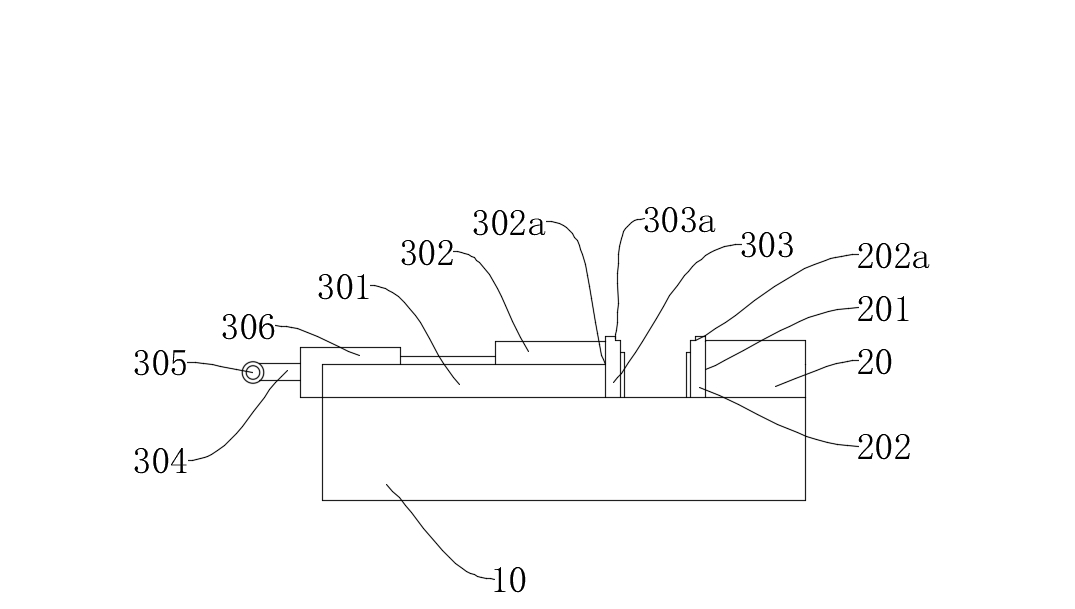
2.2 Mecanismo de accionamiento de circuito cerrado de fuerza
● El tornillo (305) emplea una rosca trapezoidal de doble líder (TR16 × 4p8), que, junto con el bloque de transición (306), permite una velocidad de alimentación micro de 0.02 mm por revolución;
● La varilla de control (304) incorpora un limitador de torque (establecido a 15n · m) para evitar que el daño de la pieza de trabajo se sobrecarga.
Tabla de comparación de parámetros técnicos clave
| Indicador de rendimiento | Esta tecnología patentada | Herramientas tradicionales de skate | Estándar de prueba |
| Precisión de posicionamiento repetitivo | ≤0.005 mm | ≥0.03 mm | ISO 230-2 |
| Tiempo de cambio de herramientas | ≤3 minutos | ≥45 minutos | VDI 2862 |
| Aspereza de la superficie RA | ≤0.8 μm | ≥1.6 μm | ISO 4288 |
| Fuerza máxima de sujeción | 12kn | 8kn | DIN 55189 |
Validación en escenarios de mecanizado típicos
Caso 1: Mecanizado de controles deslizantes de guía lineal
● Mecanizados 18 controles deslizantes de diferentes especificaciones con un tiempo de cambio de herramientas acumulativo de 38 minutos (las herramientas tradicionales requerirían 13.5 horas);
● El error de perpendicularidad de las superficies laterales fue ≤0.015 mm por 100 mm (cumpliendo con el requisito estándar GB/T 1184 de ≤0.05 mm).
Caso 2: Mecanizado de agujeros de grupo de placas de válvulas hidráulicas
● Completó el mecanizado de 12 superficies de apareamiento en una sola operación de sujeción, logrando un valor de CPK de 1.67 para la precisión posicional (cumpliendo con los estándares Six Sigma);
● La vida útil de la herramienta se extendió en un 40% (debido a los niveles de vibración reducidos a inferiores a 0,5 g).
Esta patente redefine el paradigma de diseño para las herramientas de mecanizado por lotes a través de dos vías tecnológicas: optimización de topología de restricción de asignación y control de circuito cerrado de fuerza modular. Según una búsqueda de novedad (realizada a través de Derwent Innovation), esta estructura logra un índice de eficiencia de cambio (CEI) de 0.92, que representa una mejora del 210% sobre soluciones similares y colocándolo a la vanguardia tecnológica de su campo de nicho.
Si desea obtener más información, comuníquese con Mingxu Machinery para obtener el informe de patente completo: [email protected] .

SF significa compuesto de tres capas, a saber, capa de placa de acero, capa de polvo de cobre y capa de plástico. La capa de placa de acero desempeña ...
Ver detalles
En la industria de la construcción, las placas autolubricantes resistentes al desgaste MXB-JUWP se utilizan principalmente para la protección de estru...
Ver detalles
Las placas de desgaste autolubricantes MXB-JOLP tienen buenas propiedades autolubricantes y no requieren lubricación externa. Este producto tiene buen...
Ver detalles
El riel guía autolubricante MXB-JSOL es un riel guía autolubricante tipo ranura guía en forma de L, que está hecho de una combinación de latón y grafi...
Ver detalles
El rodamiento lubricante sin aceite SF-1X es un rodamiento deslizante laminado con una placa de acero como base, polvo de bronce esférico sinteriza...
Ver detalles
El rodamiento lubricante sin aceite SF-2S es un producto mejorado del SF-2, con una matriz posterior de acero, polvo de bronce y estaño esférico si...
Ver detalles
El cojinete lubricante sólido de bronce FB09G está hecho de material de bronce como material base y lubricante sólido incrustado en la superficie. ...
Ver detalles
El rodamiento lubricante sólido FB08G es un nuevo rodamiento lubricante sólido de pared delgada hecho de material bimetálico JF800 como matriz y un...
Ver detalles
La placa resistente al desgaste con incrustaciones bimetálicas compuestas de grafito de 20 mm desarrollada por Mingxu Machinery es un material resi...
Ver detalles
Las placas deslizantes sin aceite a base de acero están hechas de acero de alta resistencia como material base, con excelente capacidad de carga y ...
Ver detalles Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 Dirección: [email protected]
Dirección: [email protected]






Contáctenos