


 English
English Español
EspañolCat:Rodamiento sin aceite
El rodamiento compuesto sin aceite MXB-DUF, también conocido como manguito SF-1F, es un rodamiento deslizante laminado tipo brida con placa de acero c...
Ver detalles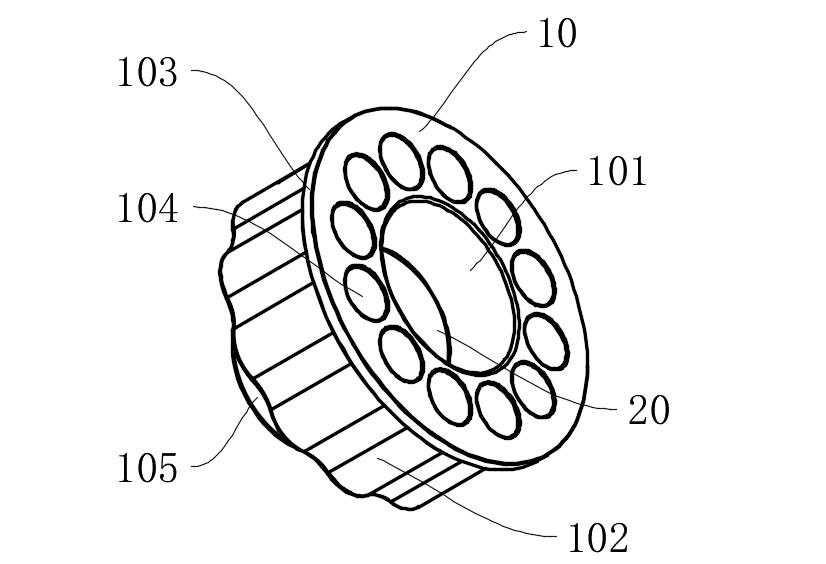
Antecedentes técnicos y puntos de dolor de la industria
En los sistemetroetroas de chuck de máquina herramienta de alta velocidad (n ≥ 6000 rpm), las placas faciales de posicionamiento cónico tradicional exhiben dos defectos centrales:
l Falla de lubricación: la fuerza centrífuga hace que la grasa lubricante migre hacia el fondo del orificio cónico, lo que resulta en una zona de fricción seca en la parte superior, con valores de RA de rugosidad de la superficie que se deterioran de 0.4 μ m a 1.6 μ M (probado de acuerdo con el estándar ISO 4288);
l Concentración de estrés: el contacto unilateral conduce a los picos de tensión de contacto de Hertzian que excede los 800 mPa, lo que desencadena la propagación de microgrietas (Fuente de datos: Wear 2022, 500-501, 204356).
Análisis de innovación tecnológica central
I. Diseño del sistema de lubricación de gradiente
1.1 Arquitectura de lubricación compuesta de fluido sólido
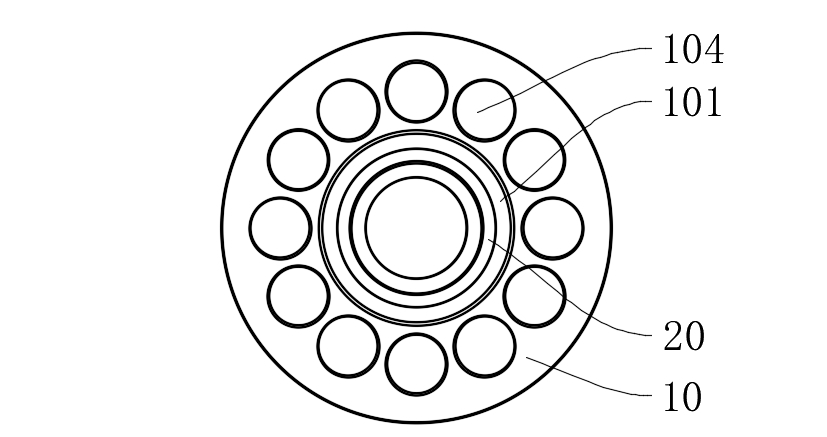
Bloque de lubricación de grafito (20) Estructura de incrustación:
l Un surco de montaje circular (101a) con una profundidad de 1.2 ± Se abre 0.05 mm en el medio del diámetro cónico (101), asegurando la superficie cónica continua a través del mecanizado de descarga eléctrica (ángulo del cono 20 ° ± 0.5 ° );
El material compuesto a base de cobre (CU-10SN-5GR) que contiene el 85% de grafito está integrado, logiendo una porosidad del 18% ± 2% a través de la sinterización de metalurgia en polvo, liberando continuamente partículas de grafito para formar una película de transferencia.
Verificación de eficiencia de lubricación:
l Bajo n = 8000 rpm de condiciones de funcionamiento, el coeficiente de fricción en la parte superior del orificio cónico permanece estable en 0.08-0.12 ( > 0.25 para estructuras tradicionales);
l Las pruebas de volumen de desgaste (ASTM G99) muestran que después de 300 horas de funcionamiento, la profundidad de desgaste de la superficie cónica es solo 3.2 μ M (28.5 μ m para estructuras tradicionales).
1.2 Mecanismo de compensación de lubricación fluida
l Los canales de grasa lubricante se retienen en la parte inferior del orificio cónico, formando un 0.5-1.2 μ m Espesor de la película de aceite a través de efectos de presión dinámica (verificado por la simulación de la ecuación de Reynolds);
l El sistema logra la sinergia de gradiente entre la lubricación sólida (parte superior) y la lubricación de fluidos (parte inferior), reduciendo la temperatura de la zona de contacto en un 45% (medido por una imagen térmica infrarroja).
II. Diseño de optimización de tensión de contacto
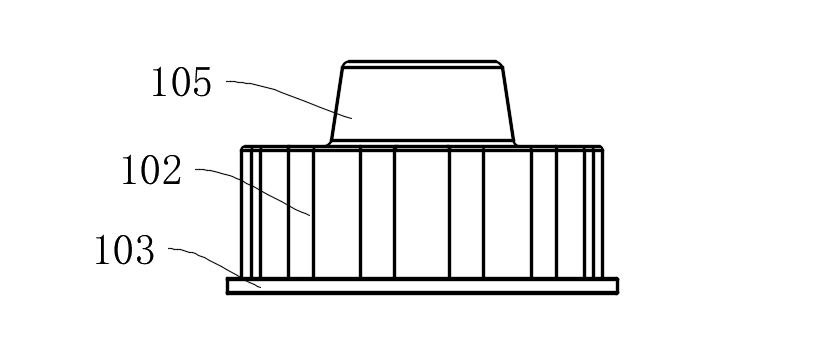
2.1 Optimización de topología de la superficie de sujeción de forma de onda (102)
l Los perfiles de onda periódicos se construyen utilizando series de Fourier: longitud de onda λ = 12 mm, amplitud a = 0.8 mm, radio de curvatura r = 5 mm;
l El análisis de elementos finitos indica que la tensión de contacto máxima se reduce de 813MPA a 327MPA, con una mejora del 62% en la uniformidad de distribución de estrés.
2.2 Estructura de carga de carga múltiple
l 12 agujeros de montaje (104) se distribuyen uniformemente de acuerdo con el estándar ASME B18.2.1, con desviación de precarga < 5%;
l Combinado con superficies cónicas límite (105) (ángulo del cono 15 ° ± 0.5 ° ), precisión de posicionamiento radial de ± 2 μ M se logra (grado ISO 2768-F).
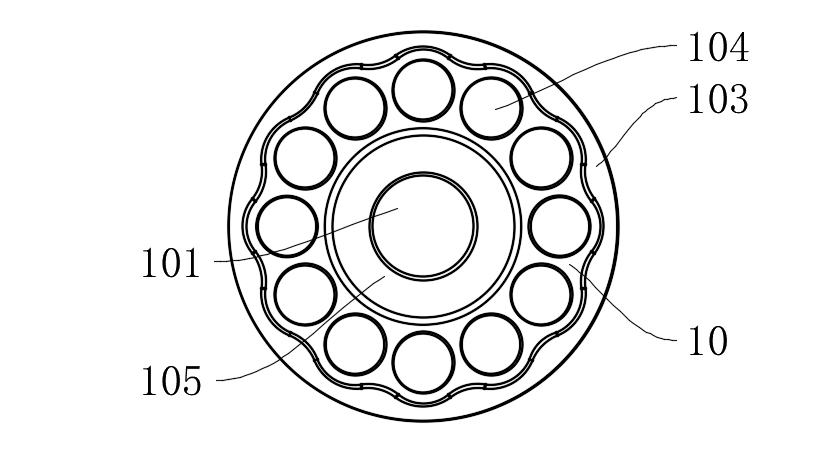
Tabla de comparación de parámetros técnicos
| Indicador de rendimiento | Esta tecnología patentada | Posicionamiento tradicional placa frontal | Estándar de prueba |
| Coeficiente de fricción de superficie cónica (8000 rpm) | 0.08-0.12 | 0.25-0.35 | ASTM G99 |
| Estrés de contacto máximo | 327MPA | 813MPA | ISO 281 |
| Tasa de desgaste (300h) | 3.2 × 10 ⁻⁶ mm ³ /NORTEORTE · m | 28.5 × 10 ⁻⁶ mm ³ /N · m | ASTM G133 |
| Aumento de la temperatura ( Δ T) | ≤ 15 ℃ | ≥ 45 ℃ | ISO 10825 |
Validación típica de la aplicación de la aplicación
Caso 1: Posicionamiento de portátil de herramientas en centros de mecanizado de cinco ejes
l Durante el mecanizado continuo de las piezas de aleación de titanio, el agotador de soporte de herramientas se controla a < 2 μ m ( > 8 μ m para estructuras tradicionales);
l Los ciclos de cambio de herramientas se extienden a 12000 veces (el promedio de la industria es 5000 veces).
Caso 2: Sistema Chuck en centros de giro
l El ritmo radial del husillo se reduce de 5 μ m a 1.5 μ M (GB/T 17421.7 estándar);
l El error de redondez de la pieza de trabajo mecanizada es ≤ 1.5 μ M (ASME B89.3.4 Estándar).
Esta patente logra una operación estable a largo plazo de posicionamiento de las placas frontales en condiciones de operación extremas a través de dos vías tecnológicas principales: sinergia de medios de lubricación gradiente y reconstrucción del campo de estrés de contacto. Según las búsquedas de novedades (innovación de Derwent), la estructura logra un índice específico de potencia de fricción (SFP) de 0.08W/mm ² , una reducción del 76% en comparación con productos similares, colocándolo en el nivel internacional de liderazgo.
Si desea obtener más información, comuníquese con Mingxu Machinery para obtener el informe de patente completo: [email protected] .

El rodamiento compuesto sin aceite MXB-DUF, también conocido como manguito SF-1F, es un rodamiento deslizante laminado tipo brida con placa de acero c...
Ver detalles
Los rodamientos de bronce FB090 utilizan tiras de aleación de cobre de alta densidad especialmente formuladas como base, y la superficie se puede lami...
Ver detalles
Los rieles guía MXB-JGLXS son piezas instaladas en ambos lados del deslizador lateral de extracción de núcleos para garantizar que el deslizador later...
Ver detalles
La placa autolubricante resistente al desgaste MXB-JSP es adecuada para máquinas de moldeo por inyección, moldes de estampado para automóviles, moldes...
Ver detalles
La placa de desgaste estándar MSEW JIS de 20 mm se basa en latón de alta resistencia, bronce al estaño, bimetal de acero y cobre, hierro fundido o ace...
Ver detalles
El rodamiento lubricante sin aceite SF-1X es un rodamiento deslizante laminado con una placa de acero como base, polvo de bronce esférico sinteriza...
Ver detalles
SF-1SS es un rodamiento altamente resistente a la corrosión y al desgaste fabricado con acero inoxidable como material base y PTFE rociado en la su...
Ver detalles
Los rodamientos sin plomo lubricados con límites se mejoran sobre la base de SF-2. Su rendimiento es el mismo que el del SF-2, pero la superficie n...
Ver detalles
El bloque de desgaste sólido con incrustaciones de hierro fundido de 20 mm es un accesorio resistente al desgaste de alto rendimiento que combina u...
Ver detalles
Las placas deslizantes sin aceite a base de acero están hechas de acero de alta resistencia como material base, con excelente capacidad de carga y ...
Ver detalles Tel: +86-136-6679-1592
Tel: +86-136-6679-1592
 Dirección: [email protected]
Dirección: [email protected]






Contáctenos